锂电池极耳激光焊接与电杆滚焊机的工艺要求
在锂电池制造和电杆生产中,焊接工艺是确保产品质量和性能的关键环节。本文分别介绍锂电池极耳的激光焊接工艺要求和电杆用滚焊机的工艺要求,旨在为相关从业者提供技术参考。
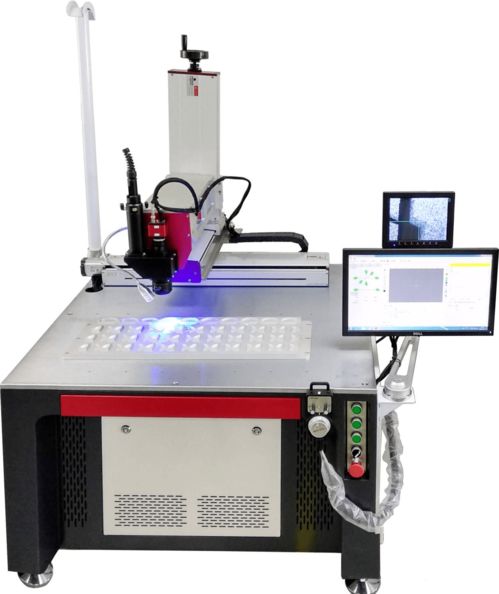
一、锂电池极耳激光焊接工艺要求
激光焊接因其高精度、低热影响和高效性,广泛应用于锂电池极耳连接。工艺要求包括:
- 材料准备:极耳和集流体表面必须清洁,无氧化层、油污或杂质,以确保焊接质量。通常采用酒精或专用清洗剂处理。
- 焊接参数控制:激光功率、脉冲频率、焊接速度和焦距需精确调整。例如,功率范围一般为100-500W,取决于材料厚度和类型;焊接速度控制在1-10 m/min,以避免过热或焊接不牢。
- 焊缝质量:焊缝应均匀连续,无气孔、裂纹或虚焊。焊接后需进行X射线或超声波检测,确保内部无缺陷。
- 热管理:焊接过程中需控制热输入,防止极耳或邻近电芯部件受损。可采用辅助冷却措施,如氮气保护或水冷系统。
- 精度要求:焊接位置偏差需小于0.1mm,以保证极耳与集流体的可靠连接,避免电阻升高或短路风险。
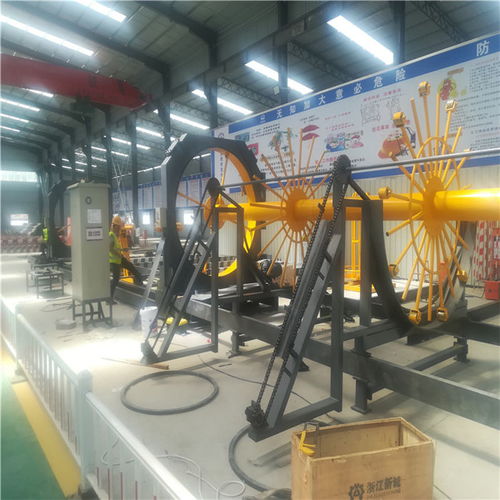
二、电杆用滚焊机工艺要求
电杆(如输电杆塔)生产中,滚焊机用于钢筋网或筒体的焊接,工艺要求包括:
- 设备选型:根据电杆尺寸和材料(通常为低碳钢或合金钢)选择合适的滚焊机,确保其功率和滚轮直径匹配生产需求。
- 焊接参数:电流、电压和焊接速度需优化设置。例如,电流范围在50-200A,焊接速度控制在0.5-2 m/min,以获得均匀的焊缝。
- 焊缝强度:焊缝应满足设计要求,抗拉强度和疲劳性能需通过拉伸测试验证。焊接后需进行无损检测,如磁粉或渗透检测。
- 表面处理:焊接前,钢筋表面需除锈和去油;焊接后,焊缝区域应平滑,无飞溅或凹坑,必要时进行打磨处理。
- 安全与环保:操作中需遵守安全规程,防止电弧伤害;控制烟尘排放,符合环保标准。
锂电池极耳激光焊接和电杆滚焊工艺均强调参数精确控制、质量检测和材料处理。通过优化这些要求,可以提升产品可靠性和生产效率,推动相关行业的技术进步。
如若转载,请注明出处:http://www.gunhanji.com/product/617.html
更新时间:2025-11-30 10:30:08